The Nautical Archaeology Program’s annual open house returns Saturday, April 13th! This year, we are honored to welcome Dr. Jennifer McKinnon from ECU as our guest speaker. Dr. McKinnon has a background in historical and maritime archaeology and cultural heritage management. She has worked in the US, Australia, the Pacific, and Europe on sites ranging […]
On Wednesday, November 15, come see Virginia State Underwater Archaeologist Brendan Burke’s public lecture “A Commonwealth of Maritime Archaeology; The Underwater Archaeology Program at the Virginia Department of Historic Resources.” The lecture will be from 12:20-1:30pm in Room 237 of Texas A&M’s Anthropology Building. Lunch will be provided.
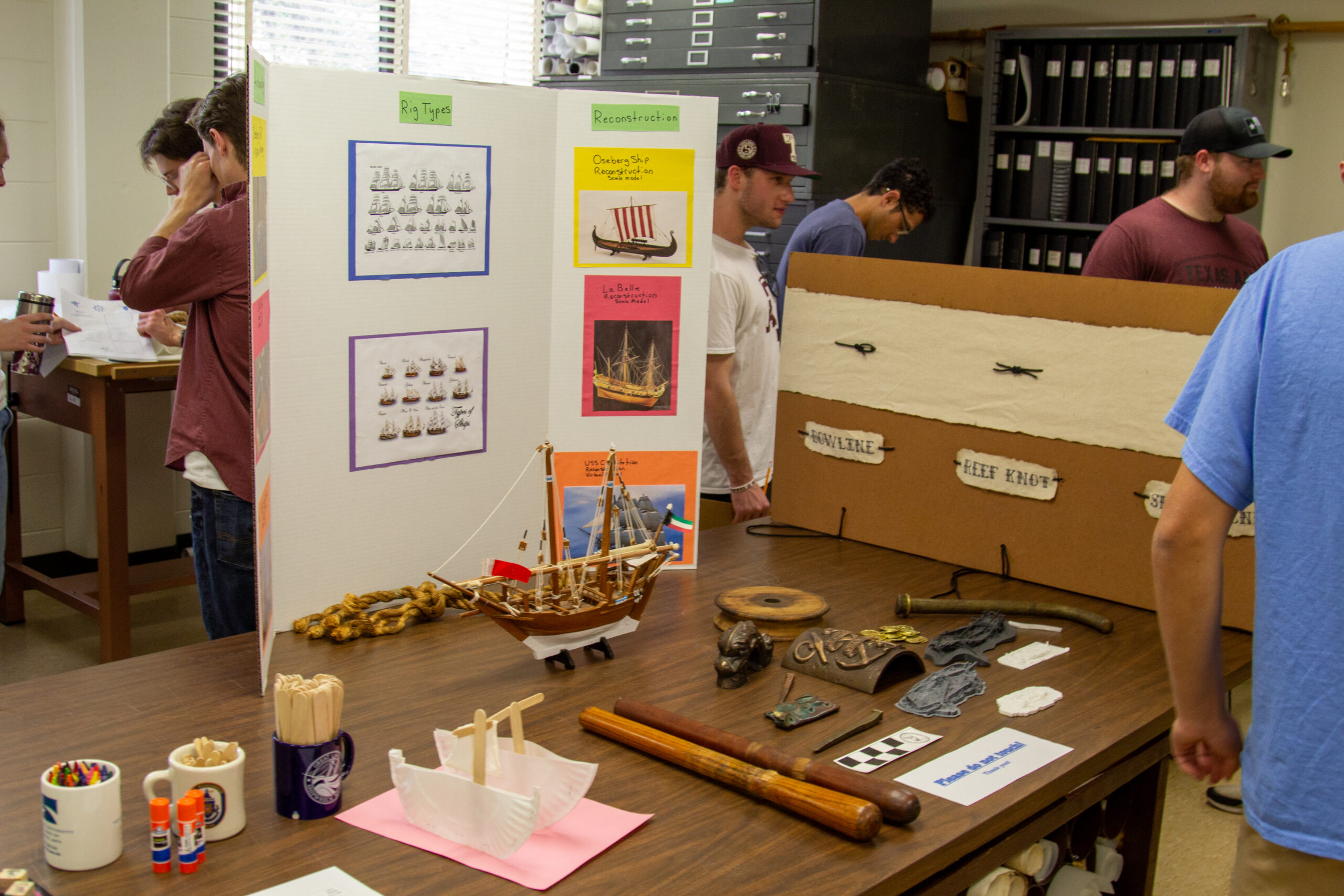
Shipwreck Weekend is back! The Nautical Archaeology Program’s annual public event has returned. This year’s theme: “Embodying Seamanship: Digital and Physical Reconstructions of the Seafaring Past.”

Working at Uluburun and earning my M.A. through NAP have been fundamental to shaping my person and career -- in terms of academic identity, knowledge, skills, and professional relationships -- and privileging me with adventures and memories and friends for a lifetime.
Nautical Archaeology Program
Department of Anthropology
Texas A&M University
College Station, TX 77843-4352 USA
Center for Maritime Archaeology and Conservation
Texas A&M University
College Station, TX 77841-5137 USA
Conservation Research Laboratory
Texas A&M University
College Station, TX 77843-4352 USA
Phone: (979) 862-7791
Fax: (979) 845-6399
This site is maintained by the Nautical Archaeology Program. The contents of this site and the linked pages - text, images, and data - are intended for personal information only. Downloading of information or graphic images contained herein for private use is not discouraged; however, written permission from either NAP or INA is required for the publication of any material. For additional details, contact Deborah Carlson.
